國內首臺再制造盾構機通過工程檢驗
閱讀:次 發布人:橋梁與隧道
1再制造盾構原機
該臺再制造盾構原為德國海瑞克制造的S-254型土壓平衡軟土面板刀盤盾構。刀盤直徑6260 mm,開口率36%,裝配1把中心刀,96把刮刀,8把鏟刀,并設有4個土壤改良液體噴孔;刀盤采用液壓回轉驅動,配備8臺液壓馬達,額定扭矩4100 kNm,脫困扭矩5200 kNm;推進系統由 30臺推進油缸組成,最大推力29700 kN;鉸接密封承壓力為3 bar,全機總功率為1011 kW。在進行再制造前,該臺盾構累計掘進里程已達 11.900 km,已達到盾構整機設計使用壽命,按照規定,可以進行報廢處理。
2再制造過程
再制造企業對該臺盾構的液壓系統、刀盤、主驅動系統、推進油缸系統進行了檢修及技術再制造。
液壓系統再制造:盾構機液壓泵及液壓馬達返廠進行檢測再制造,更換了部分易損件,并對泵及馬達進行校驗。
圖1 液壓泵再制造完成實驗報告
刀盤再制造:(1)優化刀具布局,改造中心刀;(2)在原刀盤面板上增加邊刮刀、切刀等,增加刀盤切削性能;(3)加焊刀具保護塊,面板及周邊加焊耐磨材料;(4)在切口環部位接焊耐磨材料,保證與刀盤刀圈間合理間隙;(5)面板采用敷設耐磨板和耐磨網格堆焊處理;(5)面板采用敷設耐磨板和耐磨網格堆焊處理。

圖2 刀盤再制造前(上)后(下)對比
主驅動再制造:(1)拆解盾構主驅動,對主軸承進行整體檢修,清洗主驅動齒圈,修復滾道,更換部分滾柱、密封襯套和密封件;(2)對主驅動齒圈及行星齒輪進行探傷檢測,用冷焊技術進行修復,并進行了氣壓試驗。主軸承端面跳動檢測為2絲,徑向跳動為1絲,整體評級為P6級,優于合格水平(P5級為合格)。
圖3 主驅動軸承再制造
圖4 主驅動齒圈及行星齒輪進行探傷和修復
推進油缸再制造:1)對油缸拆檢、更換密封件;(2)劃痕、氣孔等采用冷焊或納米電刷鍍技術修復。


圖5 對推進油缸進行拆解和修復
螺旋機再制造:1)螺旋筒內襯耐磨材料,并將螺旋筒旋轉180°;(2)螺旋葉片應用再制造國家重點實驗室提供的新型耐磨焊材堆焊。


圖6 螺旋筒內襯耐磨材料,并將螺旋筒旋轉180°
減速機再制造:拆解主驅動減速機,檢查減速機行星輪及其他齒輪,更換了減速機密封及軸承;對螺旋輸送機減速機、關節軸承進行了拆解檢查,更換了減速機及關節軸承密封件及軸承。


圖7 拆解主驅動減速機
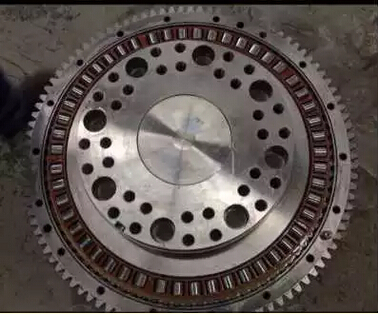

圖8 螺旋輸送機減速機、關節軸承進行拆解檢查和更換
液壓管路再制造:采購了成套的液壓管路壓接、試驗、清洗設備,對盾構液壓管路進行了更換。


圖9 液壓管路再制造
電氣控制系統再制造:對PDV控制程序及VMT系統進行了升級,并將拼裝機及雙軌梁遙控器改造為無線控制。


圖10 對電氣控制系統進行升級再制造
整機調試:在維保基地進行了組裝調試,各系統工作正常。


圖11 整機調試
再制造后的盾構于2015年7月完成了組裝驗收。驗收測試表明,所有再制造部分運轉正常,盾構各項參數完全符合“裝備再制造產品應達到或超過新品”的再制造定義,可適應在多種類型的地層地質進行掘進施工。
3再制造盾構工程應用
該臺再制造盾構于2015年9月投入北京地鐵16號線02標段盾構區間施工,穿越地層以粘土為主,總計掘進2020 m,于2016年3月24日順利到達接收井。根據施工記錄數據統計,盾構生產效率也較再制造前的單班掘進12~16環有顯著提升,在施工過程中單班掘進環數最高18環(約 21.6 m),正常施工日均19環,最高月進度達551環。
據測算,這臺再制造盾構與購置一臺同類型新盾構相比,可節省資金2000余萬元,節省鋼材200余噸,按標準煤計可節煤近260噸,減少二氧化碳及其他有害氣體排放近700余噸。
隨著我國軌道交通建設的持續提速,國內每年有近百臺盾構接近使用壽命。再制造工程可最大限度地開發和利用這些廢舊資源中蘊含的價值,緩解資源短缺與資源浪費的矛盾,高度契合國家構建循環經濟的戰略需求,是我國產業升級和綠色循環經濟科學發展的必然要求。
